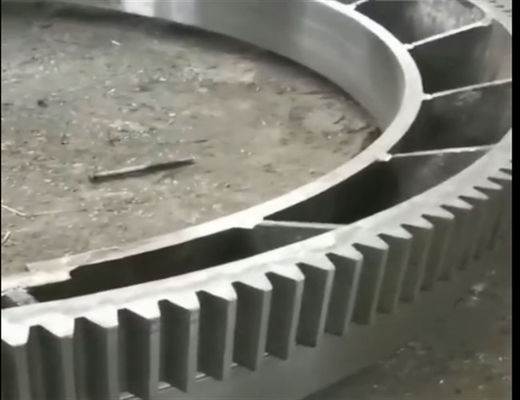
15 m moduł o dużej średnicy 28 pierścień zębaty ze stali stopowej ze stali nierdzewnej
Przegląd
| Model |
stalowy pierścień zębaty |
| Typ |
Okrągły/przekładnia ślimakowa/skośny/nieokrągły/Rac Plastikowa stal nierdzewna |
| Kształt zęba |
ostroga/skos/krzywa/podwójne koło zębate |
| Rodzaj produkcji |
Odlewanie / cięcie / walcowanie / spiekanie przekładni
|
| Owinięty |
drewniane pudło |
|
Zakres zastosowania
|
tekstylia, rolnictwo, górnictwo, żywność, olej i inne maszyny transmisyjne |
| Twardość |
utwardzanie |
| Minimalne zamówienie |
≥100 sztuk
|
wprowadzenie produktu
| Nazwa |
15 m moduł o dużej średnicy 28 pierścień zębaty ze stali stopowej ze stali nierdzewnej |
| Moduł obróbki |
0,2-10 |
| Materiały: |
stee45 # l, 40CR, łatwe żelazko samochodowe (1214 #), mosiądz, brąz cynowy, POM (Sisteel), PVD, PVDFl, importowany nylon, stal nierdzewna 303 #, stal nierdzewna 304 #, aluminium 606 #, aluminium 6063 # |
|
Obróbka powierzchni: czernienie,
|
wysoka częstotliwość, nawęglanie i hartowanie, azotowanie powierzchniowe itp
|
| Sprzęt do przetwarzania: |
Tokarki CNC, automaty tokarskie, tokarki ogólne, obwiedniarka, frezarka do kół zębatych, maszynka do golenia, frezarka, szlifierka, cięcie drutu itp. |
| Technologia przetwarzania |
hobbing, przekładnia, golenie, frezowanie zębów |
| |
|
wspólne specyfikacje kół zębatych czołowych
| Typowe specyfikacje kół zębatych czołowych |
| Moduł |
1M |
1,5 mln |
2M |
2,5 mln |
3M |
4M |
5M |
| grubość zęba |
10 mm |
15-18mm |
20mm |
25 mm |
30mm |
35-40mm |
40-50mm |
| wewnętrzny otwór |
Pusta dziura |
| metoda ustawiania |
Średnica zewnętrzna = moduł * (liczba zębów -2) |
Materiał jest wprowadzony
Stalą powszechnie stosowaną do produkcji kół zębatych jest stal hartowana, stal hartowana, stal hartowana nawęglana oraz stal do azotowania.Staliwo ma nieco niższą wytrzymałość niż stal kuta i jest często używane do większych kół zębatych;Żeliwo szare ma słabe właściwości mechaniczne i może być stosowane w otwartych przekładniach zębatych o lekkim obciążeniu.Żeliwo sferoidalne może częściowo zastąpić stal w produkcji kół zębatych;Przekładnia z tworzywa sztucznego jest najczęściej używana do lekkich obciążeń i wymagań dotyczących niskiego poziomu hałasu, a przekładnia o dobrej przewodności cieplnej przekładni stalowej.
W przyszłości przekładnia rozwija się w kierunku dużego obciążenia, dużej prędkości, wysokiej precyzji i wysokiej wydajności oraz dąży do niewielkich rozmiarów, lekkości, długiej żywotności i ekonomicznej niezawodności.
Rozwój teorii kół zębatych i technologii wytwarzania pozwoli na dalsze badanie mechanizmu niszczenia zębów kół zębatych, co jest podstawą do ustalenia niezawodnej metody obliczania wytrzymałości, jest teoretyczną podstawą do poprawy nośności kół zębatych i przedłużenia żywotności kół zębatych. Nowość opracowywany jest profil zęba reprezentowany przez łukowy profil zęba.Zbadaj nowe materiały przekładni i nową technologię produkcji przekładni;W celu poprawy płynności pracy przekładni i zwiększenia powierzchni styku zębów przekładni przy pełnym obciążeniu poprawia się nośność przekładni poprzez badanie odkształceń sprężystych, błędów produkcyjnych i montażowych oraz rozkładu pola temperatur.
Tarcie, teoria smarowania i technologia smarowania to podstawowe prace w badaniach przekładni.Badanie teorii smarowania pod ciśnieniem dynamicznym płynem elastycznym, popularyzacja syntetycznego oleju smarowego i odpowiednie dodanie dodatków do ekstremalnego ciśnienia w oleju może nie tylko poprawić nośność powierzchni zęba, ale także poprawić wydajność przekładni.
Metoda przetwarzania
Metody obróbki kół ewolwentowych mają dwie kategorie, jedna to metoda kopiowania, z rowkiem koła zębatego frezu formującego, to „imitacja kształtu”.Druga to metoda generatywna.
(1) Frezowanie obwiedniowe maszyny: może przetwarzać 8 modułów poniżej spiralnych zębów
(2) Zęby frezarki: mogą przetwarzać prosty stojak
(3) Dłutownica: może przetwarzać zęby wewnętrzne
(4) Zęby maszyny do bicia na zimno: bez obróbki wiórów
(5) Przekładnia strugarki: może przetwarzać 16-modułową przekładnię
(6) Precyzyjne zęby odlewnicze: tanie koło zębate można przetwarzać w dużych ilościach
(7) Szlifierka do kół zębatych: może przetwarzać koło zębate na precyzyjnej maszynie głównej
metoda odlewania
Odlewy kół zębatych są również znane jako koła zębate ze staliwa.Dzieje się tak, ponieważ większość kół zębatych jest wykonana ze staliwa.Tutaj podzielę się kilkoma informacjami na temat produkcji odlewów kół zębatych i związanej z tym obróbki cieplnej.Odlewy kół zębatych mają zwykle masę od kilku kilogramów do kilku ton.
Odlewy kół zębatych są zwykle wykonane ze staliwa wysokowęglowego, ale niektóre są wykonane ze stali stopowej zawierającej chrom, nikiel i molibden, aby osiągnąć wysoką wytrzymałość na rozciąganie.Duże koła zębate mają na ogół mniejsze wymagania fizyczne niż koła zębate.
Jeśli chodzi o proces odlewania, zwykle proces formowania podłogi jest odpowiedni i może zaspokoić normalne zapotrzebowanie.W przypadku kół zębatych ze staliwa, takich jak napędzane koła zębate, koła zębate i koła napinające, dobrym wyborem jest proces formowania dna przy użyciu piasku kwarcowego.Dlaczego?Ponieważ większość części przekładni wymaga obróbki.Więc nie musisz używać wyższego procesu odlewania.Ponadto, w przypadku średnich i dużych odlewów staliwnych, prawie jedyną opcją jest proces formowania spągu przy użyciu piasku kwarcowego.
Jeśli chodzi o obróbkę cieplną, oczywiście wszystkie odlewy staliwne muszą być znormalizowane w celu wyeliminowania ciśnień wewnętrznych.Niektóre części odlewu przekładni można spawać.Jeżeli odlewnia spawa odlewy, pozycja spoiny musi być wyżarzona.Jeśli frezowanie jest bardzo twarde, można ponownie wyżarzać, aby zmniejszyć twardość i wyeliminować wewnętrzne twarde punkty.Po obróbce skrawaniem i obwiedniowym koło zębate jest utwardzane lub utwardzane w celu poprawy twardości powierzchni jego zębów.W przypadku koła zębatego można wykonać nawęglanie.W przypadku dużych napędzanych kół zębatych można wykonać utwardzanie powierzchniowe.Koła zębate, które nie zostały utwardzone, mają krótką żywotność, wynoszącą zaledwie kilka tygodni do kilku miesięcy.
Ponieważ odlewy kół zębatych mają wyższe wymagania dotyczące materiałów, wad, przetwarzania i obróbki cieplnej.Ponadto zamówienia na odlewy kół zębatych są stosunkowo niewielkie.W rezultacie wiele odlewni stali niechętnie podejmuje produkcję.
Niektóre koła zębate są wykonane w procesie kucia.Gęstość tkanki wewnętrznej przekładni kucia jest lepsza, wyższa wytrzymałość.Kute koła zębate mogą być stosowane w bardziej rygorystycznych warunkach pracy.Odlewane koła zębate mają niską wytrzymałość, ale są szeroko stosowane w ogólnych warunkach pracy.Koszt kucia kół zębatych jest wysoki, podczas gdy koszt odlewania kół zębatych jest stosunkowo niski.Kupujący wybierze odpowiedni proces produkcyjny zgodnie z kosztami i warunkami użytkowania.


 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!